
Products
One-stop digital and intelligent industrial energy-saving system solution
Scenario Pain Points
Function Introduction of Intelligent Control Solution for Refrigeration Station
The Intelligent Control Solution for Refrigeration Station utilizes technologies such as big data, the Internet of Things (IoT), artificial intelligence (AI), and cloud computing to explore the patterns of refrigeration equipment, conduct data collection and monitoring, and predict cold load demand. It automatically adjusts the equipment system according to changes in the external environment, provides industrial software and services for intelligent manufacturing and industrial IoT, and realizes the optimization of the system energy efficiency of refrigeration equipment.
Core Functions
AI Prediction
Based on the factory's meteorological measurement data, regional historical and forecast meteorological data, AI corrects to obtain the factory's meteorological prediction value, and accurately predicts the total cold load demand and the supply demand of the refrigeration station.AI Optimization - Intelligent Start/Stop
It predicts the cold load demand from the start of the chiller to the start of the end equipment, analyzes the remaining cold load in the pipeline, explores and analyzes the advance start-up and shutdown time, and realizes zero waste of cold load.AI Optimization - Intelligent Optimization
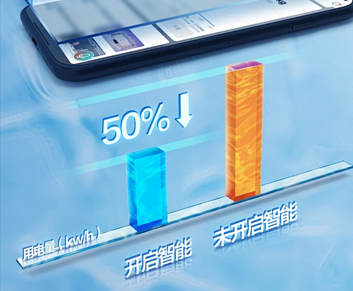
It statistically analyzes the real-time working parameters of equipment, predicts the total cold load demand in real time, and outputs the optimization strategy for the refrigeration station; compares the COP (Coefficient of Performance) trend before and after optimization, and displays the energy-saving optimization effect of the current day and the current month.
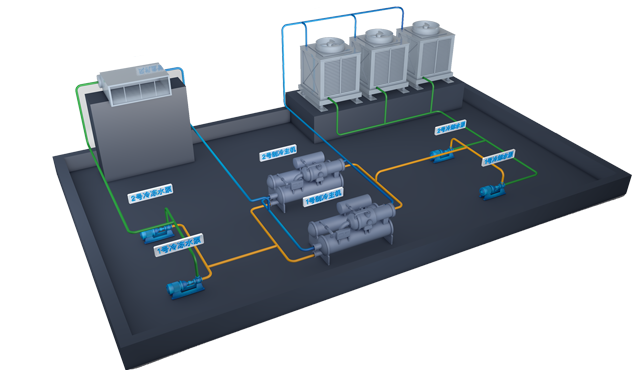
Intelligent Control Framework of Refrigeration Station
B&D Class 1 Energy Efficiency Air Compression Station, based on the user's production conditions and air demand, takes Class 1 energy efficiency air compressors, high-quality and efficient post-treatment and waste heat recovery equipment, and pipeline equipment as the product hardware foundation. It conducts a comprehensive whole-station design for the user's air production end, air transmission end, and air use end, enabling the whole station to reach Class 1 energy efficiency.

Case in Water Conservancy Industry
A certain water purification and distribution plant has a designed production capacity of 20,000 m3/d, including a regulating and storage reservoir, the raw water pipeline from the outlet flow control room to the plant area, the plant's water purification structures and facilities, a backwash wastewater regulating tank, and the plant's electrical automation control system, etc.
Relying on the Intelligent Control Solution for Refrigeration Station, LCU (Local Control Unit) control stations are configured for the plant's power distribution room, reaction sedimentation tank, V-type filter, and single-grid filter. Communication optical fibers are laid between the control stations, and optical fiber switches are configured to be integrated into the existing industrial Ethernet ring network to achieve communication with the computer monitoring system; optical fiber switches are also configured for the boiler room to connect data to the automation system for communication; corresponding instruments are installed in the fine screen - mechanical mixing tank - reaction sedimentation tank, V-type filter, clear water tank, chemical dosing room, backwash wastewater regulating tank, and self-use water pump room, etc., and the data is connected to the automation system to realize remote measurement function.
Relying on the Intelligent Control Solution for Refrigeration Station, LCU (Local Control Unit) control stations are configured for the plant's power distribution room, reaction sedimentation tank, V-type filter, and single-grid filter. Communication optical fibers are laid between the control stations, and optical fiber switches are configured to be integrated into the existing industrial Ethernet ring network to achieve communication with the computer monitoring system; optical fiber switches are also configured for the boiler room to connect data to the automation system for communication; corresponding instruments are installed in the fine screen - mechanical mixing tank - reaction sedimentation tank, V-type filter, clear water tank, chemical dosing room, backwash wastewater regulating tank, and self-use water pump room, etc., and the data is connected to the automation system to realize remote measurement function.

Product Value


-
 Air compressor
Air compressor -
 B&D cloud
B&D cloud -
 Weibo
Weibo -
 Zhihu
Zhihu -
 Wechat channel
Wechat channel
